| Issue |
EPJ Photovolt.
Volume 15, 2024
Special Issue on ‘EU PVSEC 2023: State of the Art and Developments in Photovoltaics’, edited by Robert Kenny and João Serra
|
|
|---|---|---|
| Article Number | 35 | |
| Number of page(s) | 9 | |
| DOI | https://doi.org/10.1051/epjpv/2024034 | |
| Published online | 05 November 2024 | |
https://doi.org/10.1051/epjpv/2024034
Original Article
Life cycle assessment of an innovative high-value-recovery crystalline silicon photovoltaic recycling process − the environmental impacts and benefits
ROSI S.A.S., 31 Rue Gustave Eiffel, 38000 Grenoble, France
* e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
30
June
2023
Accepted:
8
October
2024
Published online: 5 November 2024
Abstract
A universal high-value-recovery recycling technology for crystalline silicon (c-Si) photovoltaic (PV) modules developed by the French company ROSI is presented in this study. The maturity of the technology reaches TRL 8 and has been deployed in an industrial site. The environmental impact of the recycling process is evaluated by performing a life cycle assessment (LCA), with calculations based on the default life cycle impact assessment method as recommended by the Environmental Footprint methodology. Hotspots are identified and measures for future process optimization are proposed. Furthermore, the potential environmental benefits brought by the high-quality secondary raw materials are evaluated by applying system expansion in the LCA. The results show that ROSI recycling process brings significant environmental benefits in all chosen impact categories, 9 out of 14 impact categories show 90% impact savings compared to conventional production activities. This study complements the lacking LCA information at the end-of-life (EoL) stage of PV's life cycle, especially those of advanced recycling technologies other than landfilling or shredding and highlights the advantage of high-value recovery technology. Future works on LCA are also proposed for further precise assessment. Finally, this study concludes the implication of applying a high-value-recovery recycling technology from a supply chain perspective.
Key words: Photovoltaic module recycling / secondary raw materials / LCA / circular economy / environmental benefits
© H.-H. Fan et al., Published by EDP Sciences, 2024
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1 Introduction
1.1 PV deployment and issue of upcoming waste stream
Photovoltaic is the most promising renewable energy technology driving society towards energy transition as it is a mature and relatively cheap solution to substitute fossil fuels. The global new PV installation in 2022 reached 191 GW, which is a new high record of recent years [1]. Following its massive deployment, a huge wave of solar waste is coming in the near future as many old modules installed in early years are already facing decommission, according to the projection estimated by IRENA and IEA PVPS, under the regular-loss scenario, the global cumulative PV waste in 2030 will reach 1.7 million ton and will even rise to 60 million tons by 2050 [2]. The upcoming large volume of end-of-life (EoL) PV waste is calling for an urgent development of recycling technology and infrastructure to be in place.
1.2 Current practice of PV recycling
From a usage point of view, PV modules are designed to be long-lasting. However, it is also due to this feature that the deep recycling of the laminated structure is not easily achievable by one single step. Shredding is the most common practice nowadays to treat the EoL PV modules, which requires lower capital expenditure and R&D investment, but it can neither recover all the valuable materials (such as highly pure silicon and silver) nor obtain the secondary materials with high purity [3]. Before shredding, aluminum frame and junction box are removed, the shredding residue is a mixture of metal scraps and glass pieces that have polymer contamination due to laminated structure (EVA as encapsulant). The cost of the required post treatment to extract the metals from the residue does not make economic sense for shredding operators, and therefore often ends up in landfill [4]. As a result, shredding methods remain low value recycling, and could not effectively recover valuable and high-energy-embedded materials.
1.3 Recent developments on high-value-recovery technology
The high-value recycling, on the other hand, often needs more investment and time to reach the stage of industrialization, but they are the solutions that can truly recycle PV modules. In recent years, more and more technology developers are committed to the development of advanced technology that can achieve full-material recovery [5]. In 2016, Latunussa et al. published one of the first remarkable paper based on the project named FRELP (Full Recovery End of Life Photovoltaic project) which developed a recycling technology for c-Si PV modules aiming for high value recovery [6]. In 2019, Ardente et al. improved the FRELP model and published a second paper on the life cycle assessment (LCA) of this recycling process [7]. Since their demonstration, many more research projects have been launched in several countries, showing the transition of PV recycling from traditional shredding to high-value recycling. In the latest report published by IEA PVPS in 2022 [4], the status of PV recycling technology is concluded as following: “The implementation of further improvements in PV EoL process is needed to meet future demand and to realize high-value, low-cost recycling”. This highlights the importance of the development of high-value PV recycling technologies. Although many recycling technologies are under development, it has been pointed out that they are mostly in pilot-scale or laboratory-based research and not yet ready for industrial deployment. Therefore, primary data to model a representative EoL high-value recycling process is still limited. Consequently, there are still a few LCA studies discussing the environmental impact of high-value recycling processes.
1.4 Motivation
The research focus is the assessment of the environmental impacts and potential benefits of the advanced recycling technology, with the aim to further support the development of high-value PV recycling and to complement the lacking information of EoL stage in LCA studies. The results will be used to elaborate on the implication of high-value recycling activity for the EU society from a secondary material supply point of view.
2 Method
2.1 Process description
The recycling process presented in this paper has proven its technological maturity at ROSI's industrial plant that started to operate in France in May 2023. This industrial plant starts with a treatment capacity of 3,000 tons/year. The recycling technology is a universal process that can treat all types of c-Si based PV modules.
ROSI's recycling process consists of the following steps:
(1) Junction box and aluminum frame removal
The aluminum frame and junction box of the EoL modules are mechanically dismantled. After removal, the aluminum frame is ready to be sold to downstream off-takers, the junction box is sent for recycling elsewhere, where all plastic materials are burned in a waste incinerator and metal parts, mainly copper connectors and cables, are recycled by common methods for these metals. Finally, the laminated module is then sent to the next process step: thermal treatment.
(2) Thermal treatment
The first step in the thermal treatment workshop is pyrolysis, where the plastic materials present in the PV modules are pyrolyzed, thus, the glass and silicon cells are delaminated from the polymer encapsulant and back sheet. Pyrolysis is a robust industrial thermal treatment carried out under controlled atmosphere and temperature. Inside the furnace, the gas environment is controlled. The polymers will transform into combustible gases, which will be sent to the next post-burning chamber. Since polymers are degraded into gaseous phase, other solid materials (clean glass cullets, copper ribbons, and cell fragments) are liberated without polymer contamination. Glass cullets and copper ribbons are mechanically separated from the cell fragments. Mineral particles added to improve plastics properties (mechanical behavior, color, UV absorption...) are also liberated at this stage as dust. Cell fragments, consisting of silicon chips with silver finger attached to its surface, will go to the next chemical treatment.
In the post-combustion chamber, the temperature is maintained to make sure the combustible gases resulting from pyrolysis undergo complete combustion, such as transforming carbon monoxide to carbon dioxide. These gases after complete combustion are then washed by a wet scrubber before being eventually discharged into the atmosphere through chimney. It is in this washing system that the gases are quenched and go through 2-stage scrubber process using a basic solution to capture pollutants by absorption, including acid gases of the HF type (due to the presence of fluorine in the PVF or PVDF in solar module's back sheet), other soluble compounds, and dust contained in the fumes. The scrubber is equipped with a stand-alone disc separator (clarifier), so the basic solution will be filtered and reused in the washing system, the only waste discharge will be sludge cake after the clarifier and filter. Alongside the chimney, a monitoring system is installed to keep track of the composition of the emissions, and to make sure the final emissions to the air always comply with the regulations.
(3) Chemical treatment workshop
The last step of the recycling process is the chemical treatment, cell fragments enter this wet bench. By using mild chemicals, it avoids aggressive chemical reactions while effectively recovering targeted materials. Silver fingers are detached from silicon chips, and aluminum metal contact reacts with chemicals and precipitates as mineral compounds, which is filtered and will go out as mineral waste. Finally, silver and silicon are mechanically separated.
2.1.1 Process waste streams
The treatment of the waste generated throughout the process accounts for a small fraction of the total environmental impact of ROSI's recycling technology, as will be described later on. Nevertheless, they are closely monitored to keep their levels below their permitted limits. The waste streams and their corresponding treatment are the following:
Used cables standard WEEE recycling.
Sludge cake as output from the pyrolysis gas treatment process to be treated as hazardous waste, for underground deposit.
Dust generated during mechanical sortation after pyrolysis process to be treated as non-hazardous waste.
Waste glass remaining after mechanical sortation upon pyrolysis process to be treated as non-hazardous inert waste for landfill.
Mineral waste generated during the mild etching process in the chemical bath treatment to be treated as hazardous waste, for underground deposit.
2.2 Methodology of LCA
2.2.1 Modeling method and data collection
This paper followed the attributional LCA methodology [8] to evaluate the environmental impact of ROSI's recycling process. The background database is using Ecoinvent 3.7.1. The chosen system model is cut-off. The foreground data modeled in the LCA is collected from both the pilot platform (with extrapolation to estimate the inventories in the higher capacity industrial plant, which use the same technology) and from the industrial plant. The theoretical composition considered for the PV module consist of 0.07% silver, 0.9% copper, 2.9% silicon, 7.6% aluminum, and 70.0% glass, which represents an average of multi-crystalline and mono-crystalline silicon PV modules from the early 2000s that are reaching their end-of-life.
2.2.2 Functional unit
The functional unit (FU) used in this study is 1 ton of PV module treatment. The weight is calculated based on one full module equivalence upon reception.
2.2.3 System boundary
The system boundary of the LCA to calculate the environmental impact of the recycling process starts from the reception of modules at ROSI's plant (cradle) and ends at the production of the five recycled raw materials, including the necessary treatment of waste streams in the process. This includes all the consumables required to perform the recycling process, the emissions, and the final treatment for the wastes generated along the process. The burden to transport the EOL PV modules to ROSI's plant is assumed to be allocated to the eco-organization in charge of the EOL PV logistics. Furthermore, to assess the potential environmental benefits of applying this technology, system boundary expansion is applied to include the substitution of primary materials (explain in Sect. 2.2.5), however, the transport to the final downstream off-taker is not included in the system expansion. The system boundary of this LCA study is illustrated in Figure 1 and the aggregated life cycle inventory of this system is provided in Table 1.
 |
Fig. 1 System boundary of the LCA. |
Aggregated life cycle inventory of ROSI's recycling process as evaluated in this study.
2.2.4 Life cycle impact assessment
The life cycle impact assessment (LCIA) method to calculate the chosen impact categories of this study follows the recommendation in the Methodology Guidelines of LCA of PV published by IEA PVPS [9]. [Global Warming Potential (GWP)] is calculated by the IPCC 2013 GWP 100a impact assessment method, [Ozone depletion] is followed the ILCD 2011 Midpoint+ method, and the rest impact categories are calculated by using the EF 2.0 adapted method. The LCA calculations have been performed with the use of openLCA 2.0.
2.2.5 Assessment of potential environmental benefits
The recycling activity comes with an impact on the environment because it expends consumables, consumes energy as well as generating emissions and process wastes. However, it also produces high-quality secondary materials that will be reintegrated into the production chain of different industries. This is the optimal goal of high-value recycling technologies − to render a truly circular economy for industries by providing high-quality secondary materials with lower environmental footprint. To assess the potential environmental benefits of applying ROSI's high-value recycling technology, the system boundary of the LCA is further expanded to include the substitution of primary materials by the five recovered materials. Assumptions are made on the choice of the primary materials that are the most equivalent to each recovered material. The chosen datasets from Ecoinvent database are listed in Table 2.
List of datasets chosen for the modeling of conventionally produced materials.
3 Results and discussion
3.1 Environmental impact of the recycling process
The LCIA result of the selected impact categories is shown in Table 3. This includes the inventories used to perform such recycling activity, the emissions generated, and the waste treatment required to treat the process wastes generated from the recycling process.
Since the CO2 footprint of PV module during its different life stages is frequently discussed, and currently there is a lack of LCA conducted on EoL stage applying high-value PV recycling technology, this study aims to complement this part by taking a closer look at the [IPCC 2013 GWP 100a] impact category. The result shows that the recycling process developed by ROSI has a CO2 emission of 936 kg CO2-eq per ton of PV module treatment. The breakdown by activities is shown in Table 4 and Figure 2.
It can be observed from Figure 2 that the two main contributors to CO2 emissions are direct emission from natural gas combustion (40%), and CO2 generation during pyrolysis due to carbon content1 embedded in modules (32%). It is then followed by other inventories (10% attributed to water and gas as consumables), and treatments for the wastes generated alongside the recycling process (10%). CO2 emissions from transportation, chemicals usage, and electricity are relatively small compared to other activities (8% in total).
The hotspots for GWP identified for ROSI's recycling process are direct emissions from gas combustion and CO2 generated due to carbon content within modules. As carbon content within modules is subject to the design of modules, it is not a factor we can control, the CO2 resulting from this will remain the same unless we treat a type of PV module with significantly lower carbon content than conventionally produced modules. In this context, recovery and reuse of the plastics could be a future development. On the other hand, the CO2 emissions from gas combustion still has rooms for improvement, the following measures are proposed to reduce CO2 emissions.
LCIA results of ROSI's recycling process (per 1 ton PV module treatment).
Breakdown of CO2 emissions by activities (per 1 ton PV module treatment).
 |
Fig. 2 Breakdown of CO2 emissions by activities (in %) calculated from the GWP impact results. |
3.1.1 Change from batch furnace to continuous furnace
The current study is based on the batch-based oven for pyrolysis. In the future, the up-scaled industrial site will use a continuous furnace to replace the batch oven to increase the energy efficiency. The batch furnace requires a full cycle composed of four steps including oven pre-heating, pyrolysis, oxidation, and cooling. For each cycle we first heat up the oven to reach the operational temperature for pyrolysis reaction. After pyrolysis, the oven is held at high temperature to ensure complete reaction. Finally, the oven is cooled down and opened for unloading and loading. The operation of this batch furnace takes time and has lower energy efficiency due to repeatedly heating up and cooling down process in the same oven. With a continuous furnace, a full cycle in one oven is break into four chambers connected in series operating in different temperatures. This design can greatly reduce the loss of energy and the waiting time, thus increase treatment capacity and energy efficiency. As a preliminary estimation, the natural gas consumption for continuous furnace will be 50% less than batch-based furnace, so the CO2 emissions due to gas combustion is expected to be half of the current amount.
3.1.2 Heat recovery
The heat generated from pyrolysis process is huge and it can be recovered for use again, either for internal usage or externally supply to neighboring demands. Heat recovery is not considered in the scope of this study, it has the potential to bring more savings in CO2 emissions.
3.2 Avoided impacts as potential environmental benefits
The system expansion methodology to assess the potential environmental benefits by ROSI's recycling technology is introduced in Section 2.2.4. By knowing the weight of recovered secondary materials per 1 ton of PV module treatment, we can calculate the environmental impact caused by the production of the same number of conventional products, as listed in in Table 2. The avoided impact (a negative value implying impact savings) is then obtained by subtracting the total impact of conventional productions from the impact of ROSI process. The absolute value of the avoided impact is regarded as the environmental benefit of the recycling process.
Due to the different units and big difference in the order of magnitude, the LCIA result of each impact category is shown in relative numbers in Figure 3. It can be observed that in all impact categories, compared to conventional raw material production, ROSI's recycling process has significantly lower environmental impacts while producing the same amount of raw materials. This indicates that the industrial actors who are in need of these materials can benefit from reducing a considerable amount of environmental footprint if they replace the use of conventionally produced products with ROSI's recovered secondary materials. 9 of the 14 selected impact categories show impact savings of over 90%. ROSI's technology can recover materials from PV waste, thus achieving a remarkable 100% reduction in [Resource use, mineral and metals] in comparison with conventional production methods. Furthermore, [Cancer human health effects] and [Non-cancer human health effects] reveals that the human toxicity hazard is negligible compared to conventional raw material production. The lower relative environmental benefit in [Ozone depletion] is due to the use of gas as fuel to power the thermal treatment during the recycling process and that in [Ionizing radiation, Human Health] is because of the electricity consumption of the French electricity grid, which is mostly coming from nuclear power.
As the five recovered materials (aluminum, copper, glass, silicon, and silver) all expect to have steady demand in the market, such advanced recycling technology opens the door for the off-takers to consider taking lower-impact, locally recovered materials to help them reduce their corporate environmental impacts.
The CO2 emission caused by the production of the same amount of materials by conventional production and ROSI process is presented in Figure 4. It shows that ROSI recycling process saves 1 ton of CO2-eq per 1 ton of PV modules treatment. In other words, to produce the same amount of quality-equivalent materials, ROSI's recycling process saves half of the CO2 emission that would be generated if they were conventionally produced.
It is worth highlighting that the significant CO2 saving is not only thanks to the full recovery of materials, especially silicon and silver which cannot be recovered by shredding methods, but also to the high quality of recovered materials. For example, thanks to the effective delamination by the thermal treatment, the recovered glass cullets are very clean without polymer contamination. Thus, we can assume this glass can substitute a higher quality glass product, the same explanation also applies to other materials. For the assumption on silicon's substitution, it is even assumed to substitute a lower purity of silicon. Thanks to the innovative technology, the silicon recovered by ROSI's process retains at a high purity of 4–5N (99.99%–99.999%), this kind of product does not exist on the market yet. Currently, the conventionally produced silicon metal available on the market is metallurgical grade silicon (1–2 N, 98% to 99.5%), it is a base-quality silicon metal that all the production of downstream silicon products start with. The existing datasets in the Ecoinvent database contain ILCD results for the production of silicon in metallurgical, solar, and electronic grades. There is nothing in between metallurgical and solar grade silicon that can represent the quality of ROSI's recycled silicon. This study uses metallurgical grade silicon as the reference to keep a conservative approach. Therefore, in this study, the avoided CO2 due to silicon substitution is underestimated due to lack of available datasets. In reality, we can expect more CO2 to be saved because ROSI's recycled silicon can be supplied as a higher purity feedstock that can cut the energy-intensive purification process during downstream production activities.
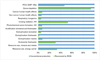 |
Fig. 3 Relative impact of same amount of raw materials produced by conventional method vs. recovered by ROSI recycling process (per 1 ton of PV module treatment). |
 |
Fig. 4 Global warming potential of the same amount of materials produced by conventional method vs. recovered by ROSI recycling process (per 1 ton PV module treatment). |
3.3 Comparison with shredding technology
Recycling treatment by shredding the PV module only recovers the glass, copper from the cables, and the aluminum frame. The silicon, silver, and other metals in the PV module are not recovered and are put into landfill. This reduces the material recovery and increases the risks associated with leaching toxic substances in landfill into soil and possibly water basins.
The shredding of the PV module (with subsequent sorting) implies lower impacts, but also much lower material yield from PV module waste, with an estimate of at most 35% in comparison with at least 95% material economical yield from ROSI's technology. As a result, ROSI's technology unlocks the recovery of material value that is 3 to 4 times higher than with conventional shredding technology2.
Table 5 provides an overview of the LCIA results of the shredding treatment of waste electric and electronic equipment, following the same LCIA method EF 2.0 as used in this study. These are the results of a shredder facility with 2 shredder, 2 magnetic separation, and 2 Eddy-current separation steps, provided by the Ecoinvent database.
LCIA results of the standard shredding treatment of WEEE (per 1 ton).
4 Conclusion and outlook
The LCA result shows that ROSI's recycling technology brings significant environmental benefits by avoiding the production of primary materials, showing over 90% of savings in most of the impact categories, and the others over 50%. For GWP, ROSI's process saves 1 ton of CO2 per 1 ton of PV module being treated. The impact categories that have larger room for improvement are those associated with the use of gas which is supplied to the thermal treatment. The direct emission due to gas combustion is also identified as the hotspots for the GWP of the process. Therefore, measures to further reduce the use of gas are proposed and will be implemented in the industrial plant in the future.
Furthermore, we propose the following future works for the LCA study. Firstly, sensitivity tests can be conducted to evaluate the impacts under different scenarios in the recycling plant, such as heat recovery and internal reuse of chemicals and water. Secondly, in this study, the calculation of avoided burdens is based on the assumptions of substituted primary materials. In fact, there is a discrepancy between the freshly recovered material from the recycling plant and the primary material. In terms of quality, purity, and composition, it is not possible to find a pair of completely identical secondary and primary materials. To make the assessment more precise, the LCA should be modeled in a way that the primary material being substituted is a product after additional treatment of the recycled material. This additional effort is currently not widely available in common database due to its specific case. Therefore, it can be expected that the LCA practitioners need to collect the primary data via personal communication and real tests. This will support the evaluation of more accurate environmental benefits.
This manuscript significantly enhances the existing literature on PV recycling by presenting a comprehensive evaluation of a mature, industrial-scale high-value-recovery recycling technology for c-Si PV modules developed by ROSI. Unlike previous studies that often focus on traditional low-value recycling methods like shredding, this study highlights an advanced, universal recycling process capable of treating all types of c-Si PV modules. The LCA conducted provides a detailed environmental impact analysis, identifying hotspots and suggesting optimization measures, which is a novel contribution to the field. Moreover, the results demonstrate substantial environmental benefits, with significant impact savings in multiple categories compared to conventional methods to produce primary raw materials that are embedded in the PV module and that would otherwise not be valorized with traditional shredding recycling technologies. This research addresses the gap in LCA information at the end-of-life stage of PV modules, emphasizing the advantages and implications of high-value-recovery technologies from a supply chain perspective, thus paving the way for future advancements in sustainable PV recycling practices.
From a broader scope perspective, high-value recycling technology provides the European market with a new source of low-impact secondary raw materials to inject into its key industries such as PV, semi-conductor, battery, and specialty chemicals. It is worth mentioning that silicon metal is on the list of critical raw materials by European Commission since 2014 [10], and aluminum and silver are on the call to be included on the list after the publication of the European Critical Raw Materials Act this year [11]. Furthermore, in recent years with witness of the supply chain disruption caused by the global pandemic and war, the European countries realized the importance of having an autonomous and resilient supply. In this context, recycled silicon can greatly support the re-localization of PV manufacturing activities in Europe as a locally available raw material. In conclusion, high-value recycling of PV modules not only solves the challenge for waste management treatment of the upcoming huge amount of waste volumes in the PV industry, but also contributes to a circular economy by recovering and supplying high quality, low impact secondary materials.
Funding
This research was funded by the EIB Institute through the 11th Social Innovation Tournament prize awarded to ROSI.
Conflicts of interest
The authors declare no conflicts of interest associated with this publication. There has been no significant financial support for this work that could have influenced its outcome.
Data availability statement
The data that support the findings of this study contain sensitive information. Nevertheless, the aggregated life cycle inventory is available in Table 1. Some data can be available from the corresponding author upon reasonable request. Due to confidentiality agreements, access to some data may be restricted.
Author contribution statement
Conceptualization: HF, AC; Methodology: HF, AC; Modeling and Calculation of LCA: HF; Interpretation of LCIA: HF, CSR, AC; Writing − Original draft: HF; Writing − Review and Editing: CSR, AC; Visualization: HF, CSR; Supervision: AC.
References
- International Renewable Energy Agency, Renewable capacity statistics 2023 (Abu Dhabi, 2023) [Google Scholar]
- International Renewable Energy Agency and International Energy Agency Photovoltaic Power Systems (IRENA and IEA-PVPS), End-of-Life Management: Solar Photovoltaic modules, Report Number: T12-06 (2016) [Google Scholar]
- P. Stolz et al., Life cycle assessment of current photovoltaic module recycling, IEA PVPS Task 12, International Energy Agency Power Systems Programme, Report IEA-PVPS T12-13, (2018) [Google Scholar]
- Status of PV Module Recycling in Selected IEA PVPS Task 12 Countries, Report IEA-PVPS T12-24 (2022) [Google Scholar]
- M.S. Chowdhury et al., An overview of solar photovoltaic modules end-of-life material recycling, Energy Strateg. Rev. 27, 100431 (2020) [CrossRef] [Google Scholar]
- C.E. Latunussa, F. Ardente, G.A. Blengini, L. Mancini, Life cycle assessment of an innovative recycling process for crystalline silicon photovoltaic modules, Sol. Energy Mater. Sol. Cells 156, 101 (2016) [CrossRef] [Google Scholar]
- F. Ardente, C.E. Latunussa, G.A. Blengini, Resource efficient recovery of critical and precious metals from waste silicon PV module recycling, Waste Manag. 91, 156 (2019) [CrossRef] [Google Scholar]
- T. Ekvall, Attributional and consequential life cycle assessment, in Sustainability Assessment at the 21st Century (IntechOpen, London, UK, 2019) [Google Scholar]
- R. Frischknecht, P. Stolz, G. Heath, M. Raugei, P. Sinha, M. de Wild-Scholten, Methodology guidelines on life cycle assessment of photovoltaic electricity, 4th edition, IEA PVPS Task 12, International Energy Agency Photovoltaic Power Systems Programme (2020) [Google Scholar]
- European Commission, On the review of the list of critical raw materials for the EU and the implementation of the raw materials initiative (2014) [Google Scholar]
- European Commission, European Critical Raw Materials Act, Proposal for a regulation of the European Parliament and of the Council establishing a framework for ensuring a secure and sustainable supply of critical raw materials and amending Regulations (EU) 168/2013, (EU) 2018/858, 2018/1724 and (EU) 2019/102, 2014 (2023) [Google Scholar]
Carbon content from encapsulant (EVA) and backsheet (PET, PVF, etc.).
Please refer to the corresponding author for further information on the market value proposition of ROSI’s recycled materials.
Cite this article as: Hsin-Hsin Fan, Caterin Salas-Redondo, Antoine Chalaux, Life cycle assessment of an innovative high-value-recovery crystalline silicon photovoltaic recycling process − the environmental impacts and benefits, EPJ Photovoltaics 15, 35 (2024), https://doi.org/10.1051/epjpv/2024034
All Tables
Aggregated life cycle inventory of ROSI's recycling process as evaluated in this study.
All Figures
|
Fig. 1 System boundary of the LCA. |
| In the text | |
|
Fig. 2 Breakdown of CO2 emissions by activities (in %) calculated from the GWP impact results. |
| In the text | |
|
Fig. 3 Relative impact of same amount of raw materials produced by conventional method vs. recovered by ROSI recycling process (per 1 ton of PV module treatment). |
| In the text | |
|
Fig. 4 Global warming potential of the same amount of materials produced by conventional method vs. recovered by ROSI recycling process (per 1 ton PV module treatment). |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.